Placing vent holes in the red-marked positions carries the risk of entrapping IPA within the model, particularly if a thorough rotation during cleaning isn’t conducted. Even with active rotation, complete removal of trapped IPA might remain challenging. Extended presence of trapped IPA inside the model can adversely affect the 3D printed object. Over time, the enclosed IPA can modify the final polymer, resulting in significant damage to your 3D prints, such as fractures, warping, and dimensional loss. It’s worth noting that IPA is a solvent and its prolonged exposure can substantially impact the ultimate properties.
By placing vent holes in the green areas, you establish a seamless path for IPA to drain from the model. This approach effectively prevents its entrapment and the subsequent potential harm to the structural integrity of the 3D printed model.
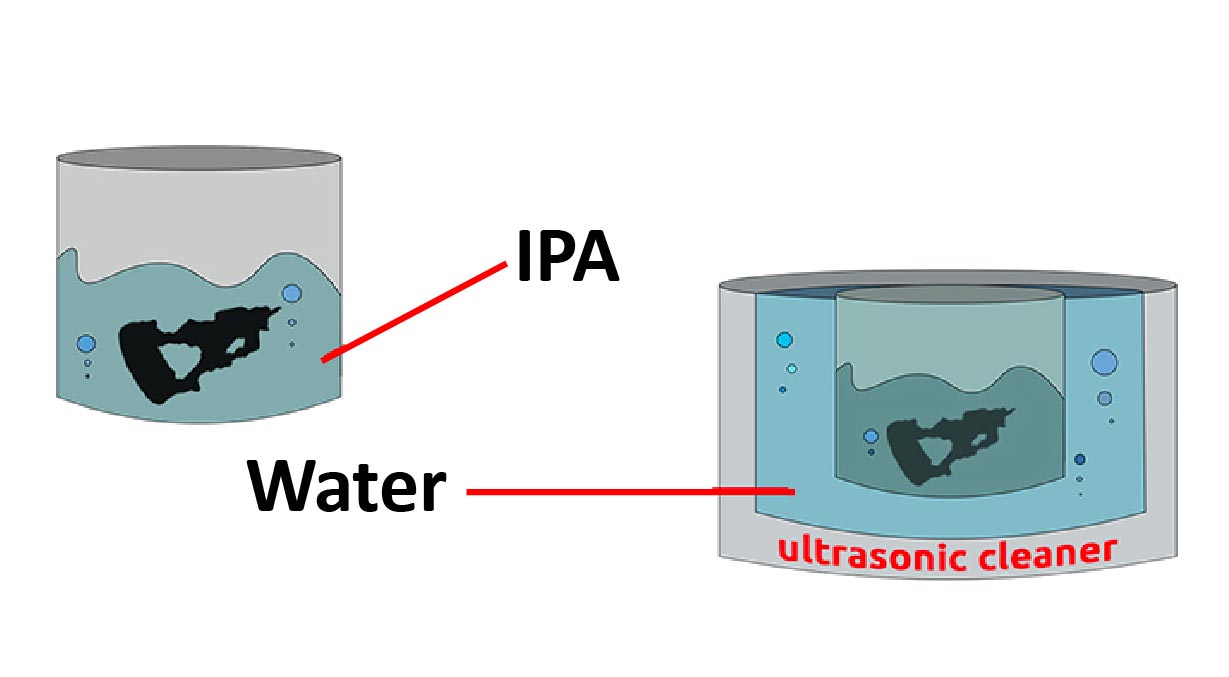
Completely removing all residual isopropyl alcohol (IPA) from the model is paramount. Only through this process can you expect enduring and consistent performance, applicable not only to TGM-7 3D printing resin but also across all types of 3D printing resins.